








技术专区为您提供行业知识、功能解释、设置常见问题
防爆电话机技术原理和设计、应用
发表时间:2025-07-28 20:03:23
防爆电话机是厂家在易燃易爆环境中实现 扩音广播、双向对讲及抗噪声功能,是防爆通信系统的关键技术挑战。以下是针对工业场景(如化工厂、管廊隧道、煤矿矿山井下、洁净室)的解决方案:
一、 防爆电话机核心功能实现原理与技术
高音量扩音广播
- 防爆扬声器设计:
- 本质安全型喇叭单元 :采用低功耗、***率的稀土磁体扬声器,功率严格限制在本安电路允许范围内(通常≤25W)。
- 隔爆声腔结构 :扬声器置于隔爆腔体内,声波通过 金属防爆网罩 (网孔≤1mm)传递,既防爆又透声。
- 声学增压技术 :采用号角式设计或共振腔结构,将声压级提升至 110-125dB (1米距离),穿透工业噪声。
- 防水防尘处理 :网罩多层烧结不锈钢,声腔填充疏水透气膜(如ePTFE),达到 IP68防护 。
- 功率放大与安全:
- 本安功放电路 :D类数字功放(效率>90%),搭配限流限压保护模块。
- 分布式供电 :长距离传输采用 24V本安直流供电 ,避免高压风险。
- 隔爆型功放柜 :大功率系统需将非本安功放置于 Ex d隔爆柜 中,输出经安全栅送入危险区。
2. 全双工广播对讲
- 回声消除(AEC)技术:
- DSP数字处理芯片 :实时采集扬声器输出信号,生成反相声波抵消回声,实现“边说边听”不啸叫。
- 自适应算法 :动态跟踪环境变化(如设备启停导致声学特性改变)。
- 防爆对讲终端:
- 抗噪麦克风阵列 :2-4个麦克风组成波束成形,定向拾取人声。
- 一键PTT/免提切换 :重型防爆按键支持戴手套操作,机械结构满足 Ex d隔爆要求 。
- 网络化架构:
- VoIP over Industrial Ethernet :通过矿用/化工专用本安交换机,实现低延迟(<50ms)音频传输。
- 级联广播 :支持多分区组播,化工厂泄漏时可瞬间触发全厂广播。
3. 强噪声环境抗干扰
- 前端降噪(拾音端):
技术 实现方式 适用场景 波束成形 麦克风阵列聚焦人声方向(波束宽度±30°),抑制侧向噪声 泵房、压缩机区 自适应降噪 DSP识别风机/电机特征噪声(100-2000Hz),动态滤波 煤矿井下局部通风机旁 人声增强 提升300Hz-3.4kHz语音频段,削弱低频机械轰鸣 化工厂反应釜操作区 - 后端处理(放音端):
- 动态范围压缩(DRC) :自动增益控制,确保微弱呼叫不被背景声淹没。
- 语音清晰度优化 :实时计算 STI(语音传输指数) ,自动调整EQ参数。
二、 防爆适配关键设计
1. 防爆与声学矛盾的解决
| 矛盾点 | 解决方案 |
| 隔爆腔削弱声压 | 声腔预增压设计 + 亥姆霍兹共振器增强低频(煤矿应用) |
| 本安功率限制 | 采用96dB/W超高灵敏度单元 + 号角式扩音(增益15dB) |
| 防爆网罩声衰减 | 激光微孔网板(开孔率>70%) + 声学透明防尘棉(V0阻燃) |
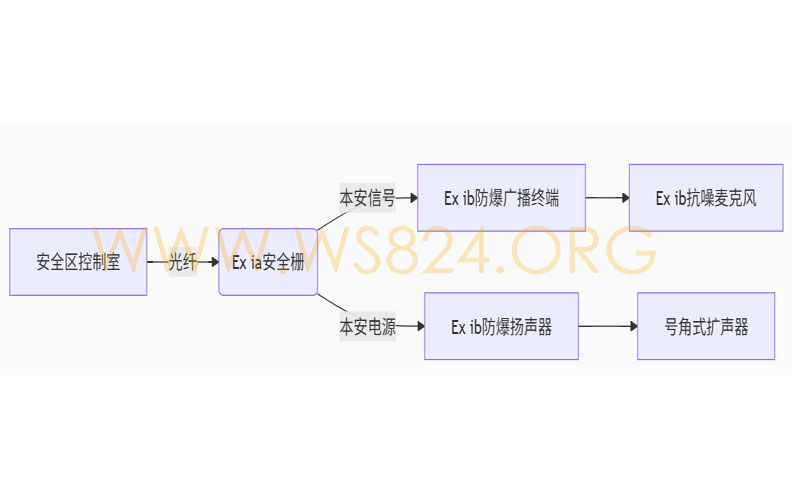
2. 本质安全系统集成
三、 防爆电话机典型工业场景应用方案
1. 化工厂反应釜区(Zone 1)
终端选型 :复合防爆型 Ex db [ib] IIC T6 Gb
抗噪配置 :
4麦克风阵列(波束宽度±25°)
化工专用降噪算法(针对反应釜搅拌噪声优化)
应急广播 :
与DCS联动,可燃气体报警时自动广播疏散指令
声压级:115dB @1m(超越反应釜110dB噪声)
2. 煤矿井下掘进面(甲烷+煤尘)
终端选型 :矿用本安型 Ex ib IIC / Ex tD A21 Ma
防护强化 :
不锈钢外壳抗冲击50J(模拟岩石坠落)
防水膜扬声器(承受高压水枪冲洗)
穿透力设计 :
125dB旋转报警灯号角喇叭
透雾红光LED指示(能见度<5m时引导撤离)
3. 管廊紧急疏散系统

四、 防爆电话机工程实施要点
- 声场覆盖仿真 :
- 使用 EASE 或 CATT-Acoustic 软件建模,确保噪声盲区声压>80dB
- 防爆安装规范 :
- 扬声器间距≤15m(化工厂)/ ≤20m(煤矿巷道)
- 麦克风离噪声源>1.5m,轴向对准人声区域
- 系统冗余设计 :
- 主干环网(HSR/PRP)抗单点故障
- 备用电池>2小时(化工)/ >8小时(煤矿)
五、 防爆电话机创新技术前沿
- AI噪声分离 :
- 深度学习识别特定设备噪声(如离心机、破碎机),信噪比提升>20dB
- 骨传导对讲 :
- 防爆头盔集成骨传导麦克风,120dB噪声下清晰通话(煤矿试用)
- 声纹身份识别 :
- 语音指令联动权限控制(如“3号阀门关闭”需工艺班长声纹授权)
***目标:在爆炸性环境中创造“听得清、叫得应”的通信环境,让安全指令穿透噪声,直达生命线末端。 技术实现需跨越防爆限制、声学衰减、噪声干扰三重壁垒,每一环节都关乎事故中的生死存亡。

点击右上角
分享给朋友吧







 长按图片保存/分享
长按图片保存/分享

Call us
400客服总机: +86 20 85261379
24小时销售/售后服务: 18144823824(微信同号)

Address
国威工厂:中国·广东省·深圳市南山区沙坑路伟豪工业园4栋
售后/维修:中国·广东省·广州市天河区 元岗路200号

ws824@82416.com
WhatsApp:+852 67330078
华北
——
北京 天津 济南 青岛 太原 长治 石家庄
电话/邮箱:beijing@82416.com
东北
——
哈尔滨 长春 沈阳 大连 大庆 呼和浩特
电话/邮箱:haerbin@82416.com
华东
——
上海 杭州 南京 苏州 温州 宁波 常州 无锡
电话/邮箱:shanghai@82416.com
西北
——
银川 兰州 西宁 乌鲁木齐 石嘴山 克拉玛依
电话/邮箱:lanzhou@82416.com
华南
——
- 广州 深圳 海口 三亚 福州 厦门 南昌 赣州
- 电话/邮箱:guangzhou@82416.com
西南
——
重庆 贵阳 成都 南宁 昆明 遵义 柳州 桂林
电话/邮箱:chongqing@82416.com
华中
——
长沙 岳阳 武汉 孝感 西安 咸阳 郑州 合肥
电话/邮箱:wuhan@82416.com
珠三角
————
珠海 东莞 佛山 汕头 惠州 中山 湛江 阳江
电话/邮箱:shenzhen@82416.com
Copyright © 广州普国贸易有限公司 国威程控电话交换机 All Rights Reserved 粤ICP备17026317号 公安备案号:44010602002433
点击右上角
分享给朋友吧
 QQ在线
QQ在线

